Prva metoda obločnega varjenja je bila razvita v 19. stoletju, v ladjedelništvu pa je postala komercialno pomembna skozi drugo svetovno vojno. Dandanes ostaja pomemben postopek tako za izdelavo vozil kot za izdelavo jeklenih konstrukcij. To je ena izmed znanih metod varjenja, ki se uporabljajo za spajanje kovin v industriji. Pri tej vrsti varjenja lahko spoj tvorimo s taljenjem kovine s pomočjo elektrika . Zato je zaradi tega poimenovan električni lok. Glavna prednost tega varjenja je v tem, da je za varjenje mogoče enostavno razviti visoko temperaturo. Območje temperaturnega obloka za varjenje bo 6k stopinj Celzija do 7k stopinj Celzija. Ta članek obravnava pregled elektroobločnega varjenja.
Kaj je elektroobločno varjenje?
Opredelitev obločnega varjenja je postopek varjenja, ki se uporablja za varjenje kovin s pomočjo električne energije za ustvarjanje zadostne toplote za mehčanje kovine , pa tudi ko se zmehčana kovina ohladi, bodo kovine varjene. Ta vrsta varjenja se uporablja napajalnik narediti lok med kovinsko palico in osnovnim materialom, da se kovine na koncu stika zmehčajo.

Električno ARC varjenje
Ti varilci lahko izkoristijo katero koli DC, drugače AC , & elektrode, kot so potrošni material, ki sicer ni potrošni material. Na splošno lahko mesto varjenja zaščitimo z nekakšnim zaščitnim plinom, žlindro, sicer paro. Ta postopek varjenja je lahko ročen, popolnoma ali polavtomatski.
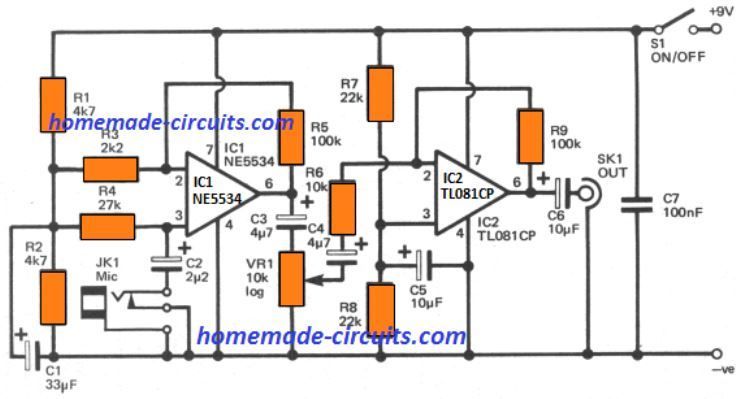
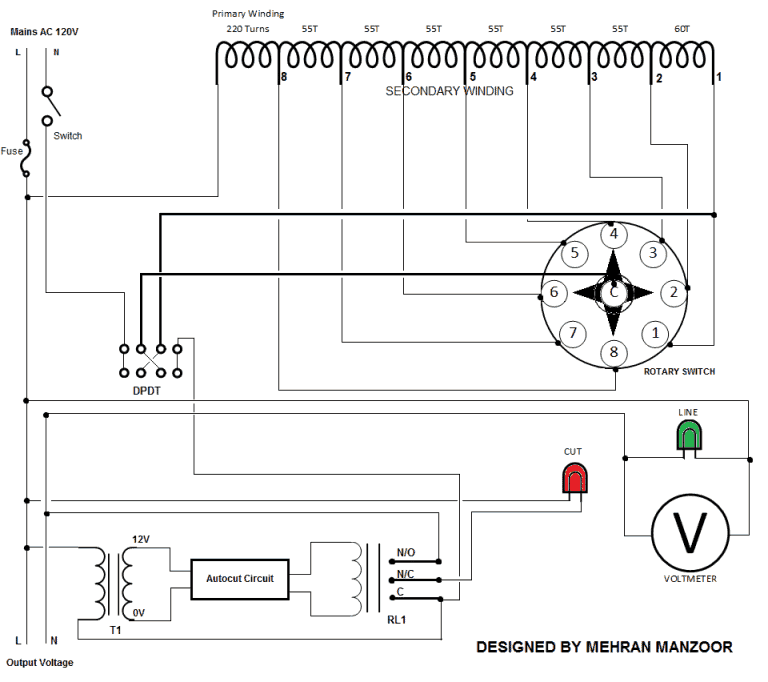
Shema vezja
Pri postopku obločnega varjenja lahko toploto ustvari električni oblok, ki je udarjen med elektrodo in obdelovancem. Električni lok žari med dvema elektrodama z ioniziranim plinom.
Kakršna koli tehnika obločnega varjenja je odvisna od električnega vezja, ki vključuje predvsem različne dele, kot so napajalnik, obdelovanec, varilna elektroda in električni kabli za povezavo elektrode in obdelovanca z napajalnikom.

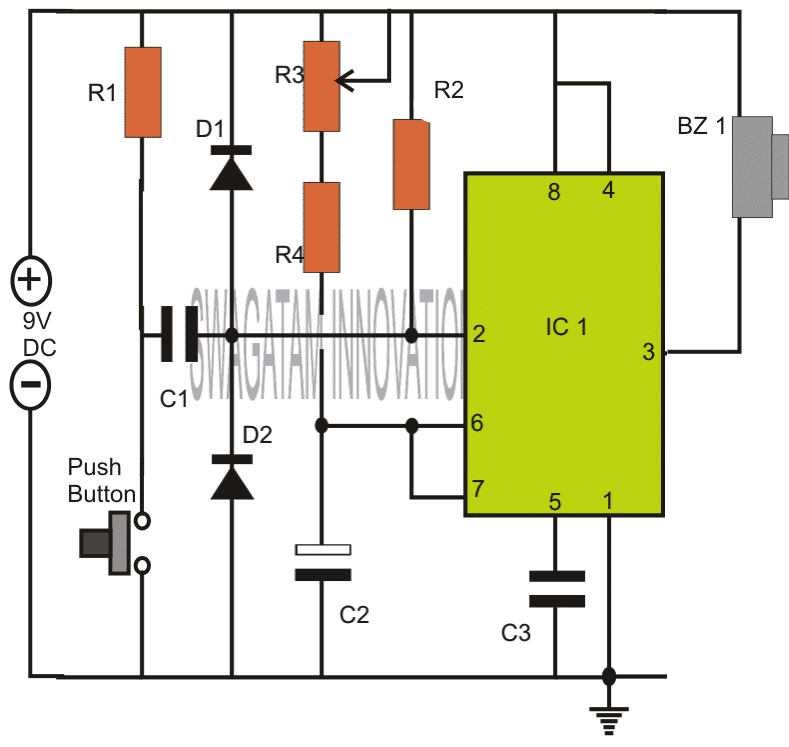
Vezje za obločno varjenje
The vezje električnega obloka lahko tvori električni oblok med elektrodo in obdelovancem. Temperatura loka lahko doseže 5500 ° C (10000 ° F), kar je dovolj za združitev robov obdelovanca.
Ko je potrebno dolgo spajanje, se lok lahko premakne skozi spojnico. Varilni bazen prednjega roba raztopi varjeno površino, ko se zadnji rob bazena strdi, da tvori spoj.
Ko je polnilna kovina potrebna za izboljšano lepljenje, lahko žico uporabimo zunaj materiala, ki se dovaja v območje loka, ki raztali in obremeni varilni bazen. Kemična sestava polnila je povezana s sestavo obdelovanca.
Staljena kovina v varilnem bazenu je lahko kemično aktivna in se odziva v bližnjem ozračju. Posledično se zvar lahko okuži z oksidom in z vključitvijo nitrida, da oslabi njegove mehanske lastnosti. Tako je varilni bazen mogoče zaščititi z nevtralnimi zaščitnimi plini, kot so helij, argon in zaščitni tokovi pred onesnaženjem. Za varilno območje so dobavljeni ščiti v obliki toplotne prevleke za elektrodo, sicer v drugih oblikah.
Načelo dela
The princip delovanja navitja loka je v postopku varjenja toploto mogoče ustvariti z udarcem električnega loka med obdelovancem in tudi z elektrodo. To je žareč električni izpust med dvema elektrodama v ioniziranem plinu.
The oprema za obločno varjenje vključuje predvsem izmenični stroj, sicer enosmerni stroj, elektrodo, držalo za elektrodo, kable, Konektorji za kabel, ozemljitvene kladiva, kladivo, čelada, žična krtača, ročne rokavice, zaščitna očala, rokavi, predpasniki itd.
Vrste obločnega varjenja
Obločno varjenje je razvrščeno v različne vrste, ki vključujejo naslednje.
- Plazemsko obločno varjenje
- Obločno varjenje kovin
- Varjenje z ogljikovim oblokom
- Plinsko volframovo obločno varjenje
- Plinsko kovinsko varjenje
- Obločno varjenje
- SMAW - varjeno kovinsko varjenje
- FCAW (obločno obločno varjenje)
- ESW (elektro-taktno varjenje)
- Obločno varjenje
Plazemsko obločno varjenje
Plazemsko obločno varjenje (PAW) je podobno varjenju z GTAW ali plinskim volframom. Pri tovrstnem varilnem postopku bo oblok ustvarjal med delovnim delom in volframovo elektrodo. Glavna razlika med varjenjem s plazemskim oblokom in varjenjem s plinskim volframom je v tem, da se elektroda nahaja v gorilniku plazemskega obločnega varjenja. Lahko segreva plin na temperatura 30000oF in ga spremenite v plazmo, da napade območje varjenja.
Obločno varjenje kovin
Pri postopku varjenja s kovinskim oblokom (MAW) se za varjenje uporablja predvsem kovinska elektroda. Ta kovinska elektroda je lahko potrošna, sicer pa ni potrošna na podlagi zahteve. Večino uporabljene potrošne elektrode je mogoče prekriti s fluksom, glavna prednost tovrstnega varilnega postopka pa je ta, da v primerjavi z drugimi zahteva nizko temperaturo.
Varjenje z ogljikovim oblokom
Pri postopku varjenja z ogljikovim oblokom (CAW) se za varjenje kovinskega spoja uporablja predvsem ogljikova palica, kot je elektroda. Tovrstno obločno varjenje je najstarejši postopek obločnega varjenja in za ustvarjanje obloka zahteva visok tok in nizko napetost. V nekaterih primerih lahko med dvema ogljikovima elektrodama, ki se imenujeta varjenje z dvojnim ogljikovim oblokom, nastane oblok.
Plinsko volframovo obločno varjenje
Varjenje s plinskim volframovim oblokom (GTAW) se imenuje tudi varjenje z volframovim inertnim plinom (TIGW). Pri tej vrsti varilnega postopka lahko za varjenje materiala uporabimo volframovo elektrodo, ki ni potrošna. Elektroda, ki se uporablja pri tem varjenju, je lahko zaprta s plini, kot so argon, helij itd. Ti plini varujejo območje zvara pred oksidacijo. Ta vrsta varjenja se lahko uporablja za varjenje tankih pločevin.
Plinsko kovinsko varjenje
Obločno varjenje s plinsko kovino (GMAW) se imenuje tudi varjenje s kovinskim inertnim plinom (MIGW). Uporablja svežo kovinsko elektrodo, ki je zaščitena s plinom, kot so helij, argon itd. Ti plini bodo zaščitili območje spajanja pred oksidacijo in ustvarili več plasti varilnega materiala. Pri tej vrsti postopka obločnega varjenja lahko polnilno žico neprestano dovajamo z uporabo nekovinske kovinske elektrode za varjenje kovine.
Obločno varjenje
Varjenje s potopnim oblokom (SAW) je mogoče v veliki meri uporabiti pri samodejnem varjenju. Pri tovrstnem varilnem postopku je zrnata prevleka elektrode popolnoma potopljena in ta tok je lahko električni vodnik ki ne bodo nasprotovali oskrbi z elektriko. Trdna prevleka fluksa ustavi kovino pred ultra-močnim sevanjem in atmosfero.
SMAW - varjeno kovinsko varjenje
Izraz SMAW pomeni 'zaščiteno obločno varjenje', ki se imenuje tudi varjenje z obločno varjenim palicnim varjenjem ali ročno obločno varjenje (MMA / MMAW). Ta vrsta varjenja se uporablja tam, kjer se oblok udari med obdelovanec in kovinsko palico. Tako se površina obeh lahko raztopi in tvori varilni bazen.
Ko se talilna prevleka takoj stopi na palici, bo tvorila žlindro in plin, ki bo varilni bazen zaščitil pred okolico. To je prilagodljiva metoda in primerna za povezovanje materialov, kot so železo in neželezo, skozi debel material na vseh lokacijah.
FCAW (obločno obločno varjenje)
Ta vrsta varjenja je alternativa varjenju s ščitnimi kovinami. To obločno varjenje s fluksom deluje tako z elektrodo, kot tudi s stabilno napetostjo, tako da zagotavlja stabilno dolžino loka. Ta metoda deluje tako, da se zaščitni plin ali plin, ki nastane skozi pretok, zaščiti pred onesnaženjem.
ESW (elektro-taktno varjenje)
Pri tej vrsti varjenja se toplota proizvaja skozi tok in prehaja med polnilno kovino in obdelovancem z uporabo staljene žlindre na površino zvara. Tu se varilni tok uporablja za zapolnitev reže med obdelovancema. Tovrstno varjenje je mogoče začeti skozi oblok med elektrodo in obdelovancem.
Oblok ustvarja toploto za taljenje tekočega prahu in tvori staljeno žlindro. Tu žlindra vključuje manj električne prevodnosti, ki jo je mogoče ohraniti v tekočem stanju zaradi toplote, ki jo ustvarja električni tok. Žlindra doseže temperaturo 3500 ° F in je primerna za taljenje robov obdelovanca in potrošne elektrode. Kovinske kapljice se bodo spuščale proti varilnemu bazenu in povezovale obdelovance. Ta vrsta varjenja velja predvsem za jeklo.
Obločno varjenje
Ta vrsta varjenja je izjemno zanesljiva in se uporablja v najrazličnejših aplikacijah. Ta metoda se uporablja za varjenje katere koli velikosti kovine z obdelovancem z največjo penetracijo zvara.
Ta vrsta varjenja lahko na eni strani ustvari trde zvare nad navadnimi kovinami z debelino 0,048 palca. Ta lok lahko oblikujemo z uporabo kovinskih pritrdilnih vijakov za enosmerni napajalnik in pištolo za varjenje čepov. Pri tem varjenju se uporabljajo tri običajne metode, kot so vlečeni oblok, kratek oblok in varjenje s plinskim oblokom.
Metoda vlečenega loka deluje s tokom, tako da ga pritrdimo znotraj čepa, da očistimo površino kovine med varjenjem. Skozi obloke lahko tok uparimo in se odzove skozi onesnaževalne elemente v okolju, da ohrani območje zvara čisto.
Metoda kratkega loka je podobna vlečenemu loku, razen tega, da ne uporablja nobenega toka, sicer obroča. Ta metoda daje najkrajši čas varjenja z obločno tehniko varjenja. Metoda s plinskim oblokom deluje prek statičnega zaščitnega plina brez obroča ali toka, kar olajša avtomatizacijo.
Druge vrste obločnega varjenja
Vemo, da večina industrij uporablja kovinsko konstrukcijo in najpogosteje uporabljeni zvari so obravnavani zgoraj. Toda tudi več drugih metod lahko zvari dve ali več kovin skupaj, kot sledi.
Elektronsko varjenje žarkov
EBM ali elektronsko varjenje z žarki se uporablja za spajanje kovin, kjer se elektronski valovi sprožijo z veliko hitrostjo za varjenje ene kovinske površine na drugo. Ko elektronski val doseže svoj cilj, se prizadeta točka stopi ravno dovolj, da združi sosednji del na svoje mesto.
Tovrstno varjenje je zelo priljubljeno v industrijskem območju. Tehnika je še posebej uporabna za proizvajalce vesoljske in avtomobilske industrije, ki s tem varjenjem kombinirajo več kovinskih delov v tovornjakih, avtomobilih, letalih in vesoljskih plovilih. Zaradi narave elektronskega varjenja s pomočjo vakuuma je metoda varna za krizna dela v izpraznjenih hišah in zgradbah.
Varjenje z atomskim vodikom
AHW ali atomsko vodikovo varjenje je stara tehnika za povezovanje kovin, ki je pogosto padla skozi rob za učinkovitejše tehnike, kot je plinsko obločno varjenje. Eno področje, kjer je avtomatsko varjenje z vodikom še vedno znano, je varjenje z volframom. Ker se volfram izjemno odziva na toploto, je varjenje za to metodo varno.
Elektrovarinsko varjenje
To je hitro varjenje, izumljeno v petdesetih letih prejšnjega stoletja. Tovrstno varjenje povezuje težke kovine za uporabo v opremi in strojih v industriji. Kot že ime pove, je vzet iz bakrenih držalov za vodo, zaprtih v orodju, ki se uporablja za varjenje z elektroslagami. Voda ves čas varjenja ne pušča tekoče žlindre, da pronica v druge regije.
Varjenje z ogljikovim oblokom
CAW ali Carbon obločno varjenje je vezna tehnika, ki se uporablja za povezovanje kovin z uporabo temperature nad 300 stopinj Celzija. Pri tej vrsti varjenja lahko med elektrode in kovinske površine nastane oblok. Ta tehnika je bila nekoč priljubljena, zdaj pa je bila zastarela z varjenjem z dvema ogljikom.
Varjenje s kisikom
Tovrstno varjenje je metoda, ki s kisikom in tekočim gorivom spaja kovine v obliko. Francoski inženirji Charles Picard in Edmond Fouché so bili izumljeni v 20. stoletju. V tem postopku se na kovinskih površinah uporablja temperatura, ki nastane s kisikom. To varjenje poteka v notranjem ozračju.
Odporno točkovno varjenje
Odporno točkovno varjenje se uporablja tam, kjer toplota povezuje površine kovine. Toplota se lahko ustvari iz upora električnih tokov. Tovrstno varjenje spada v zbirko varilnih tehnik, imenovano varjenje z električnim uporom.
Varjenje z uporovnim šivom
Varjenje z uporovnim šivom je tehnika, ki s sorodnimi lastnostmi proizvaja toploto med kovinskimi površinami. Tovrstno varjenje se začne na eni strani spoja in deluje na drugi strani. Ta metoda je torej odvisna predvsem od dvojnih elektrod, ki so običajno izdelane iz bakrenega materiala.
Projekcijsko varjenje
Projekcijsko varjenje je metoda, ki omejuje toploto v točno določenem območju za namestitev. Ta metoda je zelo pogosta pri projektih, ki uporabljajo čepe, matice in druge navojne kovinske pritrdilne elemente, žice in prečne palice.
Hladno varjenje
Nadomestno ime tega varjenja je kontaktno varjenje. Ta vrsta varjenja se uporablja za povezovanje površin kovin brez taljenja skozi toploto.
Prednosti obločnega varjenja
Prednosti obločnega varjenja vključujejo predvsem naslednje.
- Obločno varjenje ima tako visoko hitrost kot tudi učinkovitost varjenja
- Vključuje preprost varilni aparat.
- Preprosto je premično.
- Obločno varjenje tvori fizično močno vez med varjenimi kovinami.
- Zagotavlja zanesljivo kakovost varjenja
- Obločno varjenje ponuja vrhunsko varilno vzdušje.
- The vir energije tega varjenja ni drago.
- To varjenje je hiter in dosleden postopek.
- Varilec lahko uporablja navaden domači tok.
Slabosti obločnega varjenja
Pomanjkljivosti obločnega varjenja vključujejo naslednje.
- Za izvajanje obločnega varjenja je potreben visoko usposobljen operater.
- Hitrost nanosa je lahko nepopolna, saj pokrov elektrode ponavadi gori in se zmanjšuje
- Dolžina elektrode je 35 mm in jo je treba zamenjati za celotno stopnjo proizvodnje.
- Ti niso čisti za reaktivne kovine, kot sta titan in aluminij
Aplikacije
Primeri obločnega varjenja vključujejo naslednje.
- Uporablja se pri varjenju pločevine
- Za varjenje tankih, železnih in neželeznih kovin
- Uporablja se za oblikovanje tlačnih in tlačnih posod
- Razvoj cevovodov v industriji
- Uporablja se na področjih avtomobilske opreme in pohištva
- Industrije ladjedelništva
- Uporablja se pri proizvajalcu letal in vesoljske industrije
- Avtomobilske obnove telesa
- Železnice
- Industrije, kot so gradbeništvo, avtomobilska, mehanska itd
- Varjenje s plinskim volframom se uporablja v vesoljski industriji za povezovanje številnih področij, kot so pločevine
- Ti zvari se uporabljajo za popravilo matric, orodij in večinoma na kovinah, izdelanih iz magnezija in aluminija.
- Večina predelovalnih industrij uporablja GTAW za varjenje tankih obdelovancev, zlasti neželeznih kovin.
- Varjenje GTAW se uporablja tam, kjer je potrebna izjemna odpornost proti koroziji in razpokanju v daljšem obdobju.
- Uporablja se v proizvodnji vesoljskih vozil
- Uporablja se za varjenje delov majhnega premera, tankostenskih cevi, zaradi česar je uporaben v kolesarski industriji
Gre torej za električno obločno varjenje in za fleksibilno varjenje. Električni aplikacije za obločno varjenje vključite se v proizvodne industrije za izdelavo močnih spojev po vsem svetu zaradi njihovih lastnosti, kot sta enostavnost in vrhunska učinkovitost varjenja. Najpogosteje se uporablja v različnih panogah za zaščito, sicer prenavlja dela, kot so avtomobilska, gradbena, ladjedelniška in vesoljska. Tukaj je vprašanje za vas, kakšen je obseg temperature obločnega varjenja?